Маркировка пластиковой тары
Одно из достоинств тары из полиэтилентерефталата – возможность многократного использования. Что только не придумывают домашние «изобретатели» из пластиковых бутылок! Однако то, как в дальнейшем можно использовать тару, зависит от её способа и материала изготовления. Как правило, производство ПЭТ-упаковки предполагает одноразовое применение. Но нужно смотреть на маркировку:
- PP – полупрозрачный полипропиленовый материал применяют более всего в производстве сиропов или йогуртов. Обладает хорошей термоустойчивостью и относительной безопасностью.
- PS – в основном применяется для кофейных стаканчиков или в упаковке быстрого питания. Не рекомендуется для хранения горячих продуктов. Под воздействием тепла выделяет вредные соединения.
- PC – применяется в изготовлении бутылок для воды. Относится к опасным видам пластика, который не годится для хранения пищевых продуктов.
- PET – материал рассчитан исключительно на одноразовое использование для разлива воды.
- HDP – используется для изготовления разнообразной продукции. Самый безвредный вид пластика.
- PVC – применяются в производстве растительных масел. Довольно опасен из-за выделения веществ, нарушающих гормональный баланс.
- LDPE – используется в основном для хранения воды. Не подходит для других продуктов.

Независимо от вида материала, не советуют использовать пластиковую тару в микроволновках. Не годится она и для консервирования овощей и других продуктов.
Технология производства пластиковых карт
Производство карт – несложный процесс, но он требует четкого следования технологии и правильного подбора оборудования. Пластиковые карты изготавливаются в несколько этапов. Некоторые из них могут отличаться в зависимости от предназначения карт и необходимости нанесения на них дополнительной информации или защиты.
Первый этап состоит из создания макета карты на компьютере и согласования дизайна и всех нюансов с заказчиков.
Второй этап. С помощью вырубщика делаются заготовки для будущих карт. Оборудование может быть как механическим, так и автоматическим. Автоматическое стоит дороже, но сэкономит время и увеличит продуктивность производства.
Третий этап производства карт – печать на изделии. Она может наноситься с двух сторон или только с одной. Это зависит от предпочтений клиента и бюджета. Сама печать бывает нескольких видов — в зависимости от используемого оборудования.
Вид печати:
- Трафаретный . Текст и графическое изображение отпечатывается на карте с помощью шелковой формы с красками.
- Лазерный . Такая печать возможна на больших предприятиях и основывается на чувствительности к свету специального барабана.
- Офсетный . Этот вид печати самый популярный. Красящий пигмент наносится на пластик плоскими формами в несколько прогонов.
- Термопринтерный . Изображение наносится за счет использования высоких температур.
Четвертый этап. Если карта состоит из 2 частей, её спекают. После этого изделие лакируют либо ламинируют. Это повышает прочность карты.
Последний этап изготовления карты – персонализация и нанесение дополнительной защиты и элементов. Происходит нанесение магнитной ленты, штрих-кода, голограммы. Также карту могут обрабатывать ультрафиолетом, наносить тиснение и металлическое напыление.
Чем сложнее защита карты, тем больше оборудования нужно и тем выше его цена. Поэтому, на старте работы не стоит закупать все сразу — лучше начинать с простых заказов и постепенно расширяться.
Выбор направления: виды упаковки

Существует несколько видов упаковочного материала, а какой именно выбрать в качестве производства, решать только предпринимателю.
Картон – многослойный и гофрированный. Упаковка из этого материала успешно используется в различных сферах бизнеса, начиная от производства продуктов питания и заканчивая транспортировкой крупногабаритных грузов.
Многослойный картон идеально подходит для фасовки и транспортировки товара на различные расстояния. Коробки достаточно прочные и сохраняют товар в первоначальном виде. Гофрированная упаковка обладает амортизирующими свойствами, повышая безопасность товара при доставке. Такая тара используется при перевозке хрупкой продукции, защищая ее от повреждений.
Пластик – пленка и пакеты из полиэтилена. Наиболее популярный и доступный вид упаковочного материала, использующийся повсеместно. Пленка применяется для упаковки различных грузов по габаритам и назначению с целью фиксации картонного короба и предотвращения вскрытия товара. Полиэтиленовые пакеты используются везде, начиная от магазинов у дома и заканчивая крупными торговыми сетями.
Бизнес по производству пластиковой упаковки предусматривает высокую рентабельность и спрос, поэтому большинство предпринимателей начинают именно с этого вида деятельности. Но стоит отметить и высокую конкуренцию, которая часто является основной преградой в развитии проекта.
Блистеры – разновидность пластиковой упаковки, но с отличающейся технологией производства. Основное использование блистерной тары – хранение и транспортировка продуктов питания. Яркий пример – супермаркеты и заведения общепита, которые продают готовую еду навынос. Промышленные предприятия также используют блистеры – фасовка метизов, упаковка автомобильных аксессуаров, зарядных устройств для гаджетов, наушников, многочисленных товаров бытового назначения (бритвенные станки, канцтовары) и многое другое.
Бумага – не менее популярная упаковка. Особенно это касается пакетов в магазинах, супермаркетах и заведениях общепита. Бумажная упаковка отлично сохраняет вкусовые качества продуктов и является экологически чистым материалом.
Помимо использования в сфере упаковки продуктов питания, бумага применяется в качестве первичного оберточного материала при транспортировке дверей, мебели, стройматериалов.
На основе этого становится понятно, что каждый вид упаковки обладает широкой сферой применения, но перед организацией бизнеса нужно проанализировать регион на предмет востребованного производства и получить информацию о возможном сотрудничестве с клиентами.
Подсчет себестоимости единицы продукции и прибыльности производства пластиковых карт
Итак, для подсчета себестоимости одной пластиковой карты – самой простой, с магнитной полосой и нанесением информации с помощью струйного принтера, следует учесть следующие затраты на материалы:
- пластик – 52 коп. (5,15 руб. за лист, из которого можно изготовить 10 карт)
- ламинат – 2,15 руб. (2 листа по 14 руб., с помощью которых можно заламинировать 13 карт)
- картриджи для принтера: черный – 307,34 руб., цветной – 770 руб. Итого 1077,34 руб. При учете ресурса одного картриджа – 191 страница А4 и количестве карт на 1 странице этого формата – 13 шт. получается расход в 43 коп. на одну карточку.
- магнитная полоса – при учете длины 10 см (с небольшим запасом) на 1 карточку и длиной бобины в 1220 м получается расход в 28 коп. для ленты типа LoCo и 47 коп. для ленты типа HiCo.
Общий итог материальных затрат составляет 3,38 руб. или 3,57 руб.
Стоимость изготовления аналогичных карт (т.е. полноцветных) зависит от объема заказанной потребителем продукции и разнится от 4,1 руб. (для объема более 50000 шт.) до 25 руб. (для объема в 50 шт.). Если взять среднюю цену численно равную средней арифметической указанных цифр – 14,55 руб., и среднюю себестоимость карточки с использованием магнитной полосы разных типов – 3,48 руб., получим среднюю же рентабельность одной карточки, равную 11,08 руб., или в процентном отношении – 418,71%.
Взяв довольно скромные объемы производства, например, 2500 карт в день, получаем месячную выработку (при 24 рабочих днях в 1 месяце) в 60000 в месяц. Таким образом, валовая прибыль будет равняться 873 тыс. руб. при вычете заработной платы 2-3 рабочим (нормальное количество для такого объема) считая ее равной 20 тыс. руб. на человека и различные общехозяйственные и общепроизводственные расходы, приблизительно приравняв их к 40% от выручки, получим минимальную чистую прибыль в пределах полумиллиона рублей в месяц.
Кроме того, как было упомянуто ранее, рынок производства пластиковых карт имеет свойство постепенно расширяться – это связано, в первую очередь с большими объемами выдаваемых банками кредитных и дебетовых карт; политикой правительства на инновации в социальной и экономической сфере – Универсальная электронная карта («карта россиянина»), зарплатные карты работникам учебных, медицинских, и других государственных учреждений, социальные карты, дающие право на льготный проезд и т.д.
Кроме того, существует фактор открытия новых торговых центров, супер- и гипермаркетов, многие из которых вводят собственные программы лояльности.
У среднестатистического гражданина может быть на руках одновременно несколько карт: например, кредитная, топливная и 3-4 карты лояльности.
Кроме того, при постепенном увеличении объема, потребуется и увеличение ассортимента продукции: например, добавив к уже существующим аппаратам несколько новых, можно начать выпускать пластиковые карты с различными голограммами, микрочипами тиснением и т.п. Все это приведет к более глубокому и интегральному проникновению на рынок и существенно увеличит прибыли. Так что собственный бизнес по производству пластиковых карт является одним из наименее затратных и наиболее рентабельных в современных условиях.
Елена Андрианова(c) www.openbusiness.ru — портал бизнес-планов и руководств по открытию малого бизнеса




01.01.1970
Сохраните статью, чтобы внимательно изучить материал
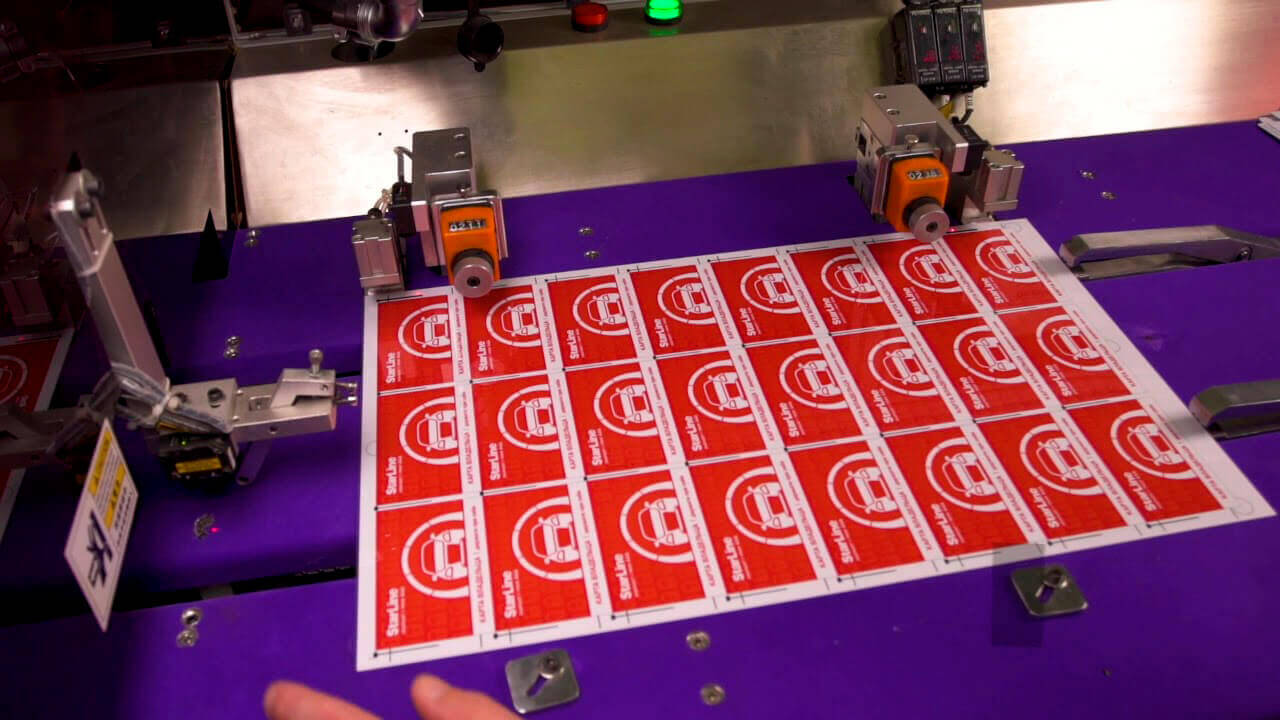
Как делают пластиковые карты
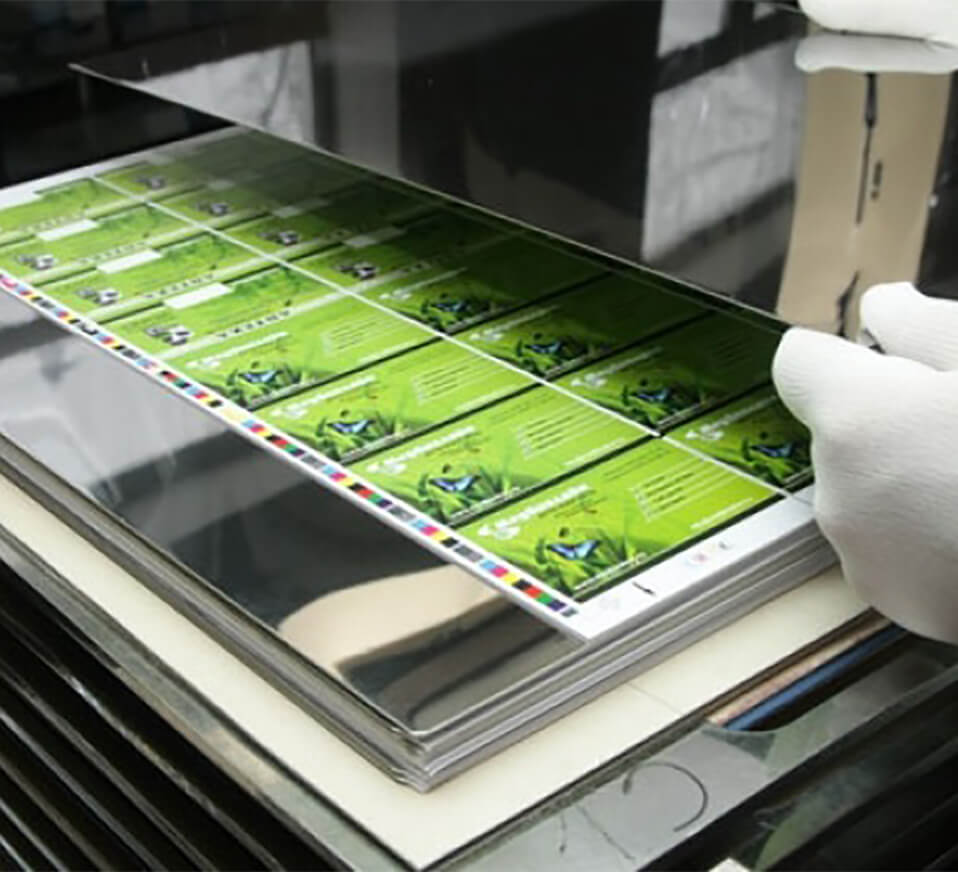
Пластиковые карты делаются так: сначала с помощью обычного компьютера
печатаются макеты на специальном пластике для струйной печати толщиной 0,3мм на
струйном принтере. Для печати пластиковых карт можно использовать пластик
разных цветов — белый (примерно 70% заказов), серебряный (около 20% заказов) и
золотой (10% заказов).
Если на пластиковой карте нужны переменные данные: ФИО, номера карт, коды
доступа, логины, пароли, штрих коды, то все это впечатывают сразу вместе с
макетом. Для рисования изображения обычнно используют графический редактора,
например CorelDraw или Adobe Illustrator.
После печати, так же, как и обычный бутерброд, собирают пластиковую карту:
защитная пленка, лицевая часть, оборотная часть и снова защитная пленка. После
сборки все эти слои спекаются под давлением и температурой в пресс-печке, после
чего карты вырубаются специальным вырубщиком пластиковых карт. Затем, если это
кредитная карта или просто карта, которая должна содержать записанную на ней
информацию, то кодируются ее магнитная полоса и на ней делают эмбоссирование
(это такие выпуклые символы на карте).
Пластиковые карты с магнитной полосой. Особенности эксплуатации и записи информации на них.
Магнитная полоса является носителем информации, обладающим ограниченным объемом памяти. Карты с магнитной полосой различают по напряженности магнитного поля: LoCo (Low Coercitive — низкокоэрцетивные, используют ток силой в 300 эрстед) и HiCo (High Coercitive — высококоэрцитивные, используют ток силой в 2750 эрстед).
Отличие между описанными подвидами в надежности и долговечности. Карты HiCo значительно превосходят аналог с полем LoCo по данным критериям. Естественно карты с полем HiCo стоят дороже, и используются исключительно при необходимости защитить информации и использовать ее в течение длительного промежутка времени.
Однако в некоторых случаях более рентабельно использование карт с полем LoCo. Как, например, при изготовлении дисконтных карт, используемых относительно редко, и в течение ограниченного промежутка времени. Внешне оба вида полос отличаются лишь цветом: HiCo имеет черный оттенок, а LoCo — коричневый.
Считывание информации производится при помощи специального устройства — ридера. В стандартном варианте магнитная полоса располагается в 4 мм от верхнего или нижнего края карты, и имеет ширину 12,5 мм (0,5 дюйма).
На магнитной полосе расположены три дорожки, на которые и производится запись информации. Однако обычно задействуется лишь одна дорожка — вторая, в то время как две оставшиеся пустуют. Но в некоторых случаях (к примеру, при создании платежных банковских карт), приходится задействовать все три дорожки.
ОБРАТИТЕ ВНИМАНИЕ, что на магнитную полосу можно записывать исключительно латинские буквы, попытка записать кириллические символы вызовет ошибку. 1 дорожка
Допускается запись цифр и букв, занимающих не более 76 позиций. Разрешены символы QWERTYUIOPASDFGHJKLZXCVBNM1234567890: ; = + ( ) — ` — (клавиша “ ` Э) ! @ # ^ & * / (обратите внимание, что разрешено использовать лишь заглавные буквы). В начале строки ставится » % «, а в конце строки » ? » (означает конец записи на полосу)
1 дорожка. Допускается запись цифр и букв, занимающих не более 76 позиций
Разрешены символы QWERTYUIOPASDFGHJKLZXCVBNM1234567890: ; = + ( ) — ` — (клавиша “ ` Э) ! @ # ^ & * / (обратите внимание, что разрешено использовать лишь заглавные буквы). В начале строки ставится » % «, а в конце строки » ? » (означает конец записи на полосу)
2 дорожка. Допускается запись цифр (1234567890), а также знака «=», занимающих не более 37 позиций. Все пробелы заменяются на знак «+», а знак » ? » означает конец записи на полосу. Вначале строки ставится знак «;».
3 дорожка. Допускается запись цифр (1234567890), а также знака «=», занимающих не более 104 позиций. Все пробелы заменяются на знак «+». Как и в предыдущих двух случаях в начале и в конце строки ставятся знаки: » _ » и » ? » соответственно.
Факторы риска и перспективы бизнеса
Каким бы привлекательным не был бизнес-план, помните что это всего лишь математические расчеты, основанные на предположениях и анализе рынка. Изменения в экономике происходят часто и быстро, внося коррективы в деятельность компаний. Начинающему предпринимателю стоит задуматься о возможных рисках и оценить перспективы своего бизнеса.
Всего предусмотреть невозможно, мы остановимся на основных причинах форс-мажорных ситуаций:
- Экономика страны. Потрясения 2014-2015 года не прошли бесследно, и несмотря на медленное восстановление экономики, покупательская способность населения пока очень низкая. Потребители выбирают бюджетные товары, отдавая предпочтение цене и сокращая долю премиальных товаров. Для производителей упаковочных материалов это означает необходимость жесткой экономии на всех расходах, и борьбу за дешевые ресурсы для снижения себестоимости продукции. В этой ситуации любое повышение цен на сырье или транспортные услуги способно стать критичным для нового производства.
- Зависимость от кредитов. Если дело строится на кредитные деньги, риски повышаются. В нестабильной рыночной ситуации при падении спроса на продукцию, предприятие станет убыточным. Невозврат долга кредиторам приведет к банкротству, изъятию оборудования (если оно в залоге).
- Ошибки в планировании. Предварительные расчеты могут оказаться неверными из-за простых ошибок. Например, при составлении плана затрат вы забудете учесть расходы на охрану и уборку помещения, приобретение инвентаря и т.п. Эта ошибка повлечет другую, к назначенному сроку не хватит денег. Разрывы в кассовом обороте болезненны для любого масштаба, а для небольшого производства они становятся фатальными.
Собственное дело будет развиваться только при условии постоянного контроля доходов и расходов, оценки результатов и анализа отклонений от плана. Рынок упаковочных материалов по-прежнему лидирует в списке стартапов: несмотря на крупные вложения и длительный процесс, это производство считается высокорентабельным.
Спрос на упаковочные материалы растет, меняются лишь предпочтения потребителей, и своевременная реакция на эти изменения обеспечивает успех бизнеса!
Какой вид процедуры лучше выбрать?
Перерабатывать пластик можно в три вида продукции – гранулы, хлопья и полимерно-песчаную смесь. Первые пользуются большим спросом, поскольку находят применение в широком диапазоне секторов экономики. При этом производство гранул потребует больших вложений. Хлопья или флексы в изготовлении экономичнее, но сбывать их сложнее.
Если предприниматель располагает достаточным стартовым капиталом или имеет возможность взять большой кредит на выгодных условиях, лучше организовать производство гранулированного вторичного пластика.
Для мини-предприятия или семейного бизнеса проще начать с изготовления хлопьев
Спрос на полимерно-песчаные смеси стабильно растет на 10% в год. Ее применяют для производства черепицы, тротуарной плитки, канализационных люков нового типа и большого ассортимента декоративных изделий.
Свойства ПЭТ

Популярность ПЭТ в качестве упаковочного материала обусловлена рядом существенных свойств этого полимера, в частности, прозрачностью, подобной стеклу и низкой массой, что в сочетании с гибкостью и механической прочностью делает его устойчивым к поломке. Это хороший барьер для газов, поэтому ПЭТ-бутылки используются для упаковки и хранения газированных напитков. ПЭТ также можно применять в сочетании с другими материалами, в том числе с текстильным сырьем, которое усиливает прочность тканей.








Физико-химические свойства ПЭТ делают ненужным добавлять в этот материал пластификаторы, антиоксиданты или стабилизаторы.
Технология производства туалетной бумаги
- Макулатуру загружают в приемный бак и заливают чистой водой. Для того чтобы сырье пропиталось и раскисло, массу периодически перемешивают;
- Пропитанную водой бумагу отправляют в гидроразбивательную установку, где под воздействием струй воды она превращается в однородную суспензию;
- Массу фильтруют через сито для удаления мусора, металлических деталей и нерастворившихся фрагментов;
- Сырье поступает в бак подготовки бумажной массы, где его дополнительно обогащают водой до заданной концентрации;
- Готовая масса переливается в ресивер, который обеспечивает непрерывную подачу сырья для бумагоделательной машины;
- В бумагоделательной машине суспензию выкладывают на конвейерный сетчатый стол, который переносит ее в зону отжимающего и калибровочного валов;
- Излишки воды через сетку стекают в яму, а сырая бумажная масса приклеивается к суконному транспортеру, переносящему ее на участок обезвоживания и сушки;
- Барабан для сушки равномерно нагревается до 110°С, вследствие чего лента теряет 60–70% влаги. Пар удаляют вытяжным колпаком;
- В зоне крепирования лента отделяется специальным ножом от сушильного барабана и попадает на сукно, где прижимается досушивающим барабаном;
- Готовое бумажное полотно поступает на приемное устройство и наматывается в бобины шириной от 140 до 170 см (в зависимости от типа оборудования);
- Бобину устанавливают в размоточный станок, которые перематывает ее в логи — рулоны той же ширины с толщиной, равной толщине готового рулончика;
- На этом же этапе при необходимости происходит склейка многослойной бумаги или нанесение тиснения на ее поверхность;
- На готовый лог наклеивают этикетку, после чего его разрезают на ленточном или дисковом станке на рулончики заданной ширины;
- Рулончики с этикетками пакуют в коробки или запаивают в полиэтилен по 4–12 штук. Готовые изделия перевозят на склад.
Вырубка
При помощи вырубщика EasyCard из листов ПВХ вырубаются карты. В зависимости от тиража, можно вырубать электрическим, ручным, тигельным вырубщиком. Вырубка карт размером 54х86 мм со скругленными краями может также осуществляться в автоматических трех- и пятикарточных вырубщиках
Следует обратить внимание, что при использовании ручного вырубщика край карты не будет идеально ровным, поскольку мускульного усилия недостаточно для качественной вырубки. Вырубка на электрических и тигельных машинах вас порадует уже идеально ровными и гладкими краями карты
Вырубщики марки EASYCARD отличаются качеством ножей, высококлассной заточкой и надежностью электронного блока управления.
Производственная линия для изготовления продукта
Российские компании успели создать множество моделей, максимально расширив ассортимент как для большого, так и для малого бизнеса. Как правило, оборудование различается по производительности и назначению. Некоторые варианты позволяют выполнять что-то определенное — создавать продукт или упаковывать их в готовые пакеты.
Обычная линия по производству чипсов включает в себя ряд элементов, перечисленных далее:
- моечная ванна для первоначальной промывки картофеля;
- устройство для автоматической чистки клубней;
- секция бланширования для обработки нарезанных пластин;
- корзина с промышленной фритюрницей;
- овощерезка и специальная приставка;
- рабочий стол для участия рабочих в процессе производства на определенных этапах;
- упаковочный автомат, присутствующий не в каждой модели;
- прочие вспомогательные модули.
Автомат для упаковки при этом в некоторых случаях необходимо приобретать отдельно.

Нюансы производства
Открытие цеха по производству туалетной бумаги под силу даже начинающему предпринимателю с достаточным капиталом, сама технология несложная. Здесь не имеет значения месторасположение помещения, важен сам технологический процесс, наличие необходимого оборудования для работы и налаженные каналы сбыта готовой продукции.
Для запуска производства туалетной бумаги понадобится:
- Помещение.
- Оборудование.
- Исходный материал.
- Затраты электроэнергии.
- Штат работников.
- Бухгалтер.
Производство такого рода товара может быть полного цикла (используется макулатура) и неполного цикла (закупается уже готовое для производства сырье). Выбирая первый, вы должны вложить больше инвестиций в начале работы, и потребуется больший штат сотрудников, что повлечет за собой дополнительные затраты. Однако себестоимость продукции, а значит, и конечная цена продукта будет ниже. Привлекательность для покупателей будет выше.
Для более простого старта рекомендуется неполный цикл производства бумаги, вложения будут меньше, и у вас появится возможность понять, выгодно ли заниматься этим делом, есть ли спрос и готовы ли вы предложить большой аудитории клиентов свой товар. После удачного запуска стартапа неполного цикла можно будет привлечь дополнительные инвестиции и открыть собственный цех по переработке макулатуры.
Основные этапы производства туалетной бумаги:
- Подготовка сырья. Обязательно необходимо очистить вторсырье от ненужных примесей и измельчить в специальной дробилке.
- Очистка и промывка сырья. От этого процесса зависит цвет и белизна сырья. Отметим, что бумага белого цвета относится к премиум-классу и стоит дороже, серого – к эконому.
- Доработка до тонкого помола. Электрическая мельница дорабатывает сырье, измельчая и перемешивая с чистой водой.
- Установление и регулировка концентрации. На этом этапе из напорного бака получившаяся масса попадает в специальную емкость для финальной регулировки нужного состава смеси. Как только технологические показатели достигнуты, масса попадает на сеточную поверхность машины и начинается изготовление рулонов туалетной бумаги.
Свой бизнес: производство пластиковых ведер

Пожалуй, ведро является той вещью, которая есть абсолютно во всех квартирах, дачах, предприятиях, причем во всем цивилизованном мире. Без него не помоешь полы, не обойдешься при строительстве и ремонте, т.к.
очень часто требуется либо размешать смесь, либо выкинуть строительный мусор, не сможешь работать на дачном участке, их еще и используют для фасовки пищевых, химических и прочих продуктов, и т.д. и т.п. В общем, это самая незаменимая вещь в любом хозяйстве.
Поэтому производство пластиковых ведер будет всегда актуально.
Для малого производства понадобится сумма от 5 млн. руб., персонал в минимум 2 человека на смену, помещение от 25 кв.м.
Области применения
Распишем немного подробнее о том, где пластиковые ведра и подобная им тара применяется в промышленности:
- В пищевой промышленности ведра используют для упаковки продуктов: овощей, фруктов, варенья, мёда, кетчупов, майонезов, молочных продуктов, мяса, рыбы.
- В бытовой и промышленной химии для упаковки удобрений, стиральных порошков, штукатурки, строительных масс, лаков, красок.
Эти надежные и, к тому же, прочные пластиковые ведра объемом 0,4-32 литров используются также и в качестве оборотной тары.
Сырье
Самым главным в производстве ведра, конечно же, является само сырье, в качестве которого может выступать полипропилен или полиэтилен. Цена начинается где-то с 32-33 рублей за килограмм, причем это вторичного (читайте ниже), а «первичное» (из не отходов) стоит уже от 50 руб. за кг. Стоимость зависит от свойств.
Сырье применяют как первичное (закупочное), так и вторичное, которое остается после брака, либо является остатками, предварительно пропустив его через дробилку.
Оборудование для производства пластиковых ведер
Используется следующее оборудование для производства пластиковых ведер:
- Термопластавтомат – это самый главный агрегат на всем производстве. Именно в него засыпают гранулы, он их прессует под давлением и температурой. Цена на них довольно разнится (от нескольких сотен до нескольких миллионов рублей), т.к. всё зависит от мощности установки и её технической начинки. К примеру, у термопластавтомата может иметься встроенная дробилка и функция охлаждения деталей. С рук они дешевле.
- Прессформы. Их стоимость зависит от объема выпускаемого ведра: 10 л. – примерно 300 тыс. рублей, 30 л. – примерно 600 тыс. рублей. Если вы еще решите выпускать и крышки для ведер, то форма на ведро пластиковое в 10 л. будет стоить порядком 40 тыс. рублей. Если ручки будут пластиковыми, то и для них тоже понадобится форма.
- Холодильный агрегат. Стоит он 50 тыс. рублей. Как писалось выше, он может быть и встроенным в термопластавтомат.
- Дробилка. Она необходима для дробления «потерь» и бракованных изделий. Благодаря ней вы будете получать вторсырье, которое также можете использовать при производстве. Она может быть изначально встроенной в литейную машину.
- Вакуумный загрузчик сырья. Используется для равномерной и стабильной подачи сырья в литьевые машины. Стоит от 10 тыс.
- Гибочный станок. Он нужен будет в том случае, если вы решите делать ручки ведер металлическими. Ручной гибочный станок стоит примерно от 8000 рублей. Есть, конечно же, и автоматизированные варианты (см. видео процесса ниже).
Дополнительно вы можете приобрести еще и станок для офсетной печати этикеток на ведра, но их вы можете и заказывать у специализирующихся на этом компаний.
Бизнес-идея: производство пластиковых ведер
Вложения: от 3 600 000 рублей
Окупаемость: от 12 месяцев
Легкость, удобство, сохранение в течение длительного времени первоначального вида и заявленных качеств – основные характеристики ведер из пластика, за которые их так ценят потребители. Поэтому бизнес, связанный с их производством, вполне может стать успешным и прибыльным.
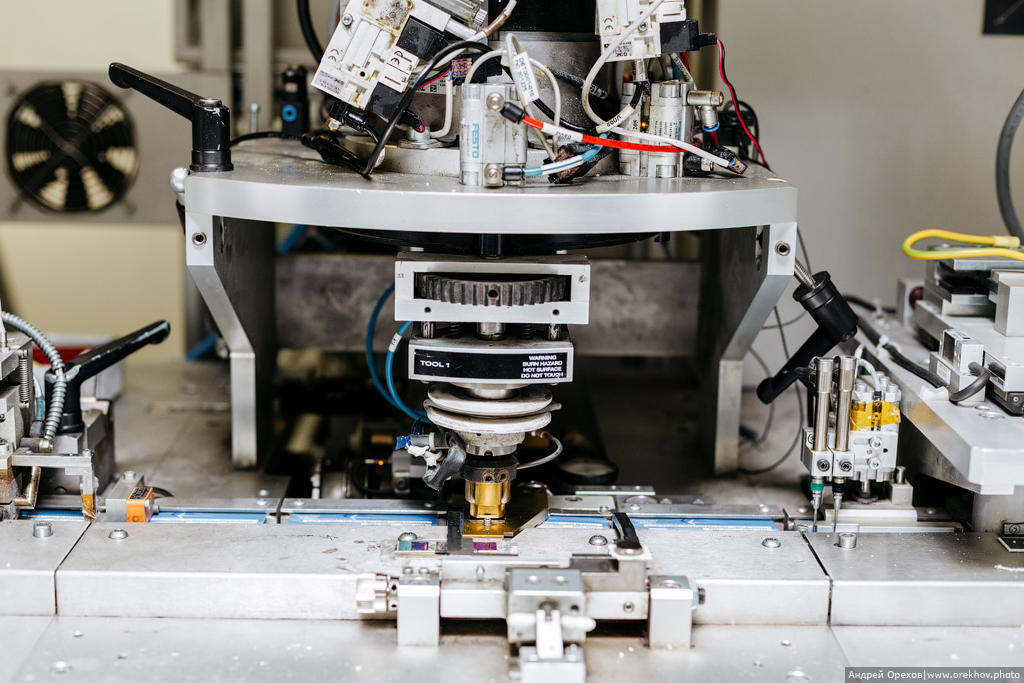
Процесс изготовления пластиковых карт и стоимость оборудования
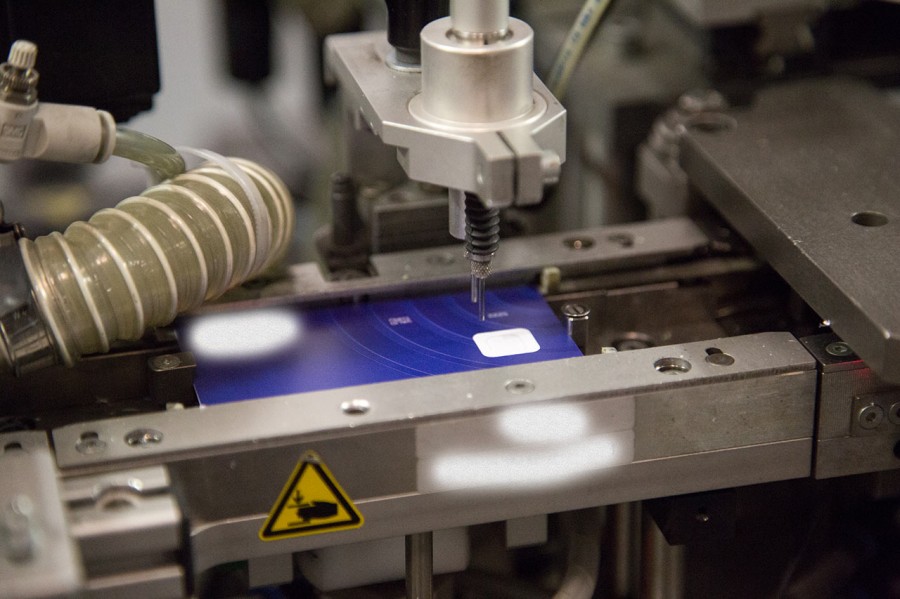
Собственно процесс изготовления пластиковой карты выглядит следующим образом. Сначала с помощью вырубщика пластиковых карт изготавливается заготовка.
Вырубщики бывают 2 типов — механические (6355 руб.) и электрические (45098 руб.). Как ни странно, производительность и того и другого — одинакова: примерно 2 заготовки в 3 секунды.










Конечно, за аналогичную сумму лучше приобрести 7 механических вырубщиков, за которыми будут работать 7 человек, чем 1 электрический — таким образом, скорость производства возрастет в 7 раз.
Возможно также приобретение полуавтоматического гидравлический вырубщика с матрицей на 10 карт за 312 тыс. руб.
Кроме того, можно приобретать полуфабрикатные разноцветные заготовки порядка 6-24 ? за штуку (1,74-6,97 руб., в зависимости от цвета и материала). В первом же случае, так как пластик изготавливается размером на несколько карточек (от 20*25 см до формата А3), придется приобретать один-два сабельных резака для приведения заготовок в соответствие с размером пуансона (штампа) вырубщика.
Каждый экземпляр качественного резака обойдется в 3850 руб. Сам пластик для заготовок в листах обойдется минимум в 5,15 руб. за 1 лист. Соответственно, из одного листа возможно вырубить от 10 до 26 заготовок.
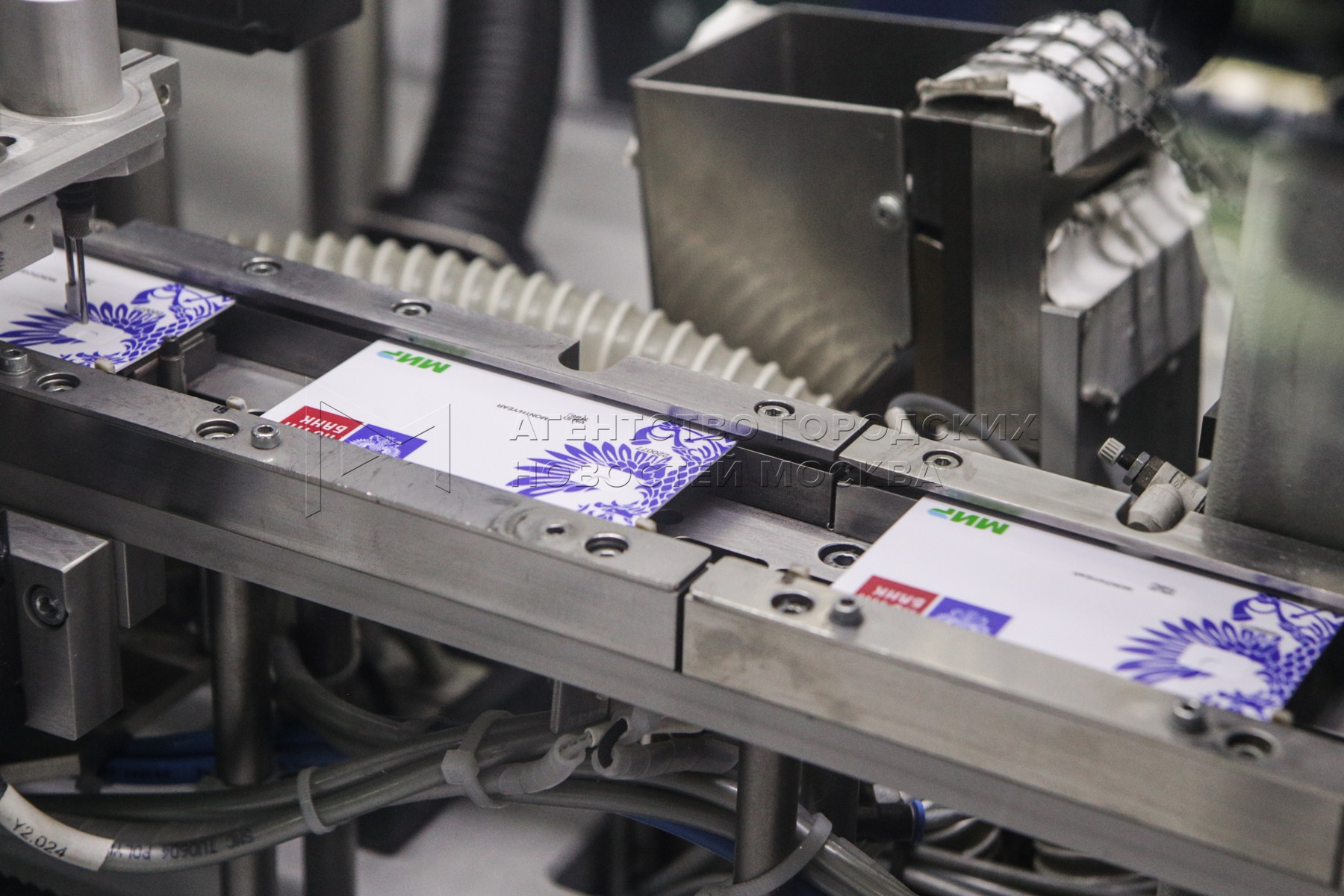
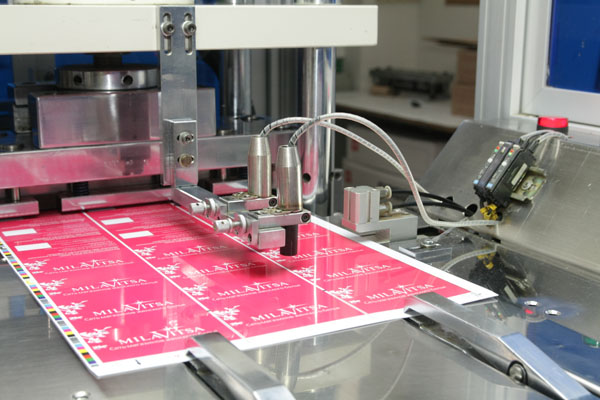
На втором этапе производится печать на заготовке, на лицевой, оборотной или обеих частях. Этот процесс может производиться различными методами в зависимости от требований заказчика и выделенного им бюджета на изготовление карт.
Например, нанесение изображения можно произвести с помощью обычного струйного принтера (9500 руб.) или специального термосублимационного ($2350-2800, в зависимости от наличия или отсутствия кодировщика магнитной полосы).
Причем в первом случае придется приобретать также термопресс-ламинатор для спекания двух половин карты с нанесенным изображением. Дело в том, что термосублимационный принтер наносит изображение уже на ламинированную карточку. Его используют, как правило, при отсутствии необходимости соединения двух слоев карты или при покупке полуфабрикатных заготовок или в том случае, когда требуется печатать переменные данные не сразу, а по мере прихода информации (т.е. иметь возможность допечатки – например, на пропусках для новых сотрудников).
Если же есть необходимость, например, вставки чипа, обычно используется другая технология. Впрочем, возможно применение термосублимационного принтера и в обычных условиях, т.е. при применении технологии спекания.
Термопресс-ламинатор обойдется в 22,5 тыс. руб. К тому же на каждую закладку заготовок понадобится ламинат ПВХ — материал, формирующий верхний износостойкий слой пластиковой карты, предохраняющий ее от стирания изображений.
Один лист ламината размером с лист бумаги формата А4 обойдется в 14 руб., т.е. на одну закладку требуется 2 таких листа (верхний и нижний слой карточки) на 28 руб.
В общем, изготовление карты любого типа происходит по одинаковым технологиям. Последним моментом производственного процесса можно считать нанесение дополнительных элементов (степеней защиты, переменных или предназначенных для сокрытия информации).
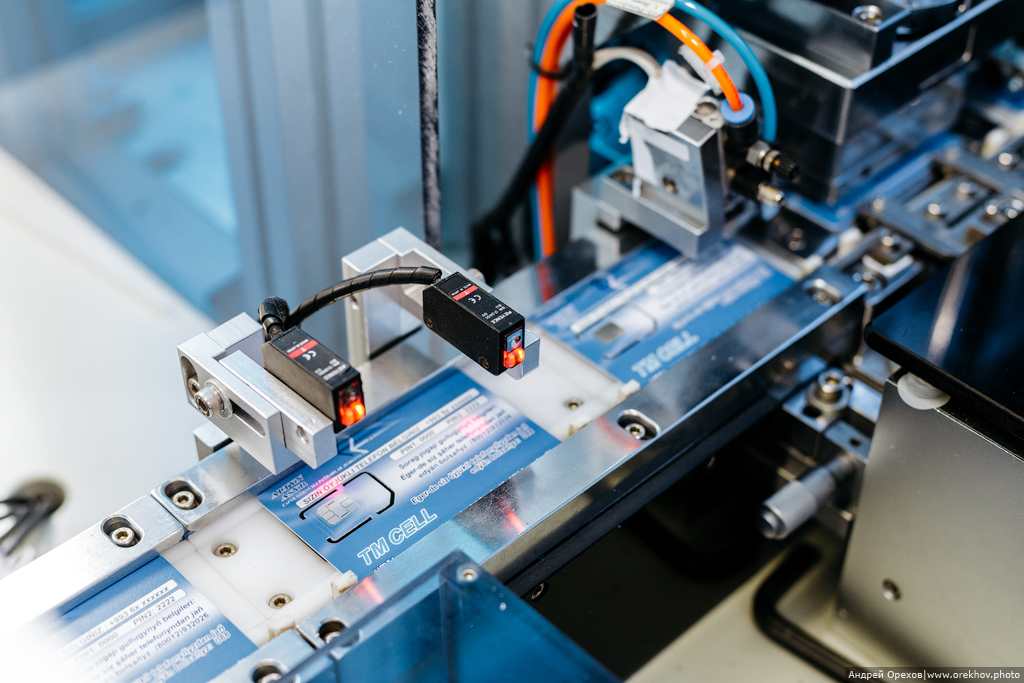
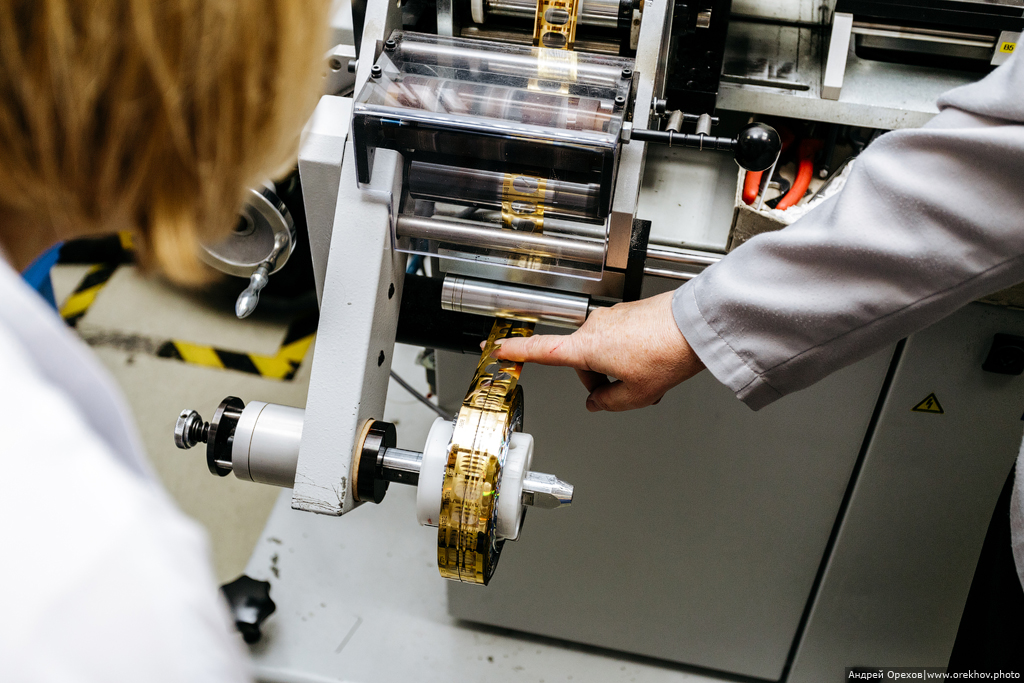
Самым популярным является закладка магнитной полосы. Магнитная полоса наносится при ламинировании или вручную на специальных рулонных аппликаторах. Бывает, что магнитную полосу добавляют также методом прессовки. Она бывает 2 видов: LoCo и HiCo.
Первая из них менее надежна и более подвержена механическому (физическому) и магнитному (информационному) разрушению. Но она дешевле – 3364,23 руб. за рулон длиной 1220 м.
Полоса типа LoCo используется, как правило, для карт, которыми пользуются относительно редко – например, дисконтных или бумажных проездных билетов на фиксированное число поездок.
Вторая – более надежна и долговечна, так как информация на таких полосах менее подвержена размагничиванию внешними магнитными полями. Она используется для банковских карт, пропусков и пр.
Стоимость полосы второго типа – 5736,44 руб. за такой же 1220-метровый рулон. Обычно полоски маркируются цветом: HiCo — чёрная полоса, LoCo — коричневая.



